
If your study or product requires precision and compliance, we can build a kit for it. We build kits that support a wide variety of applications, including:
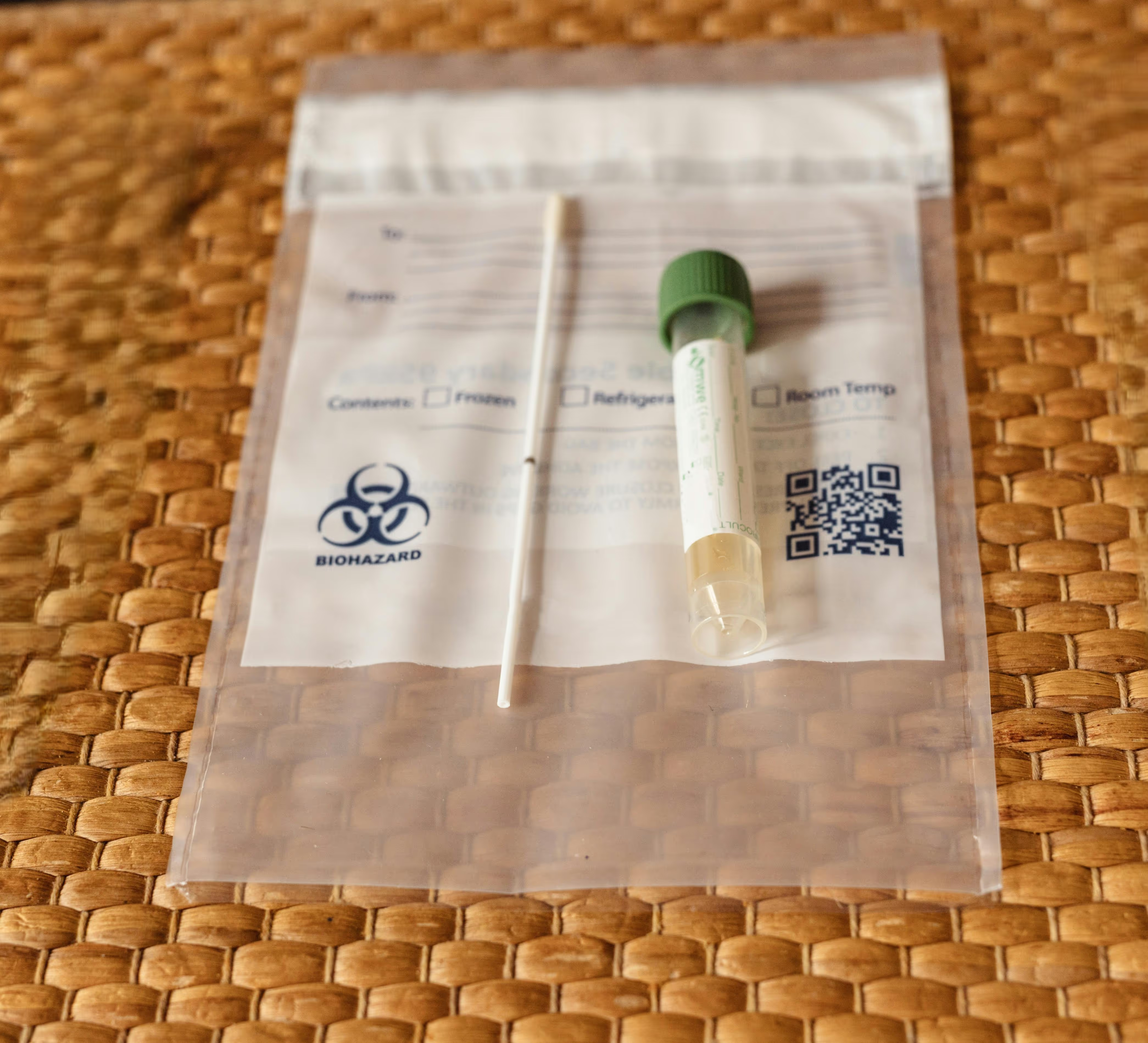
Kits with swabs, vials, blood tubes, forms, instructions, and return labels.

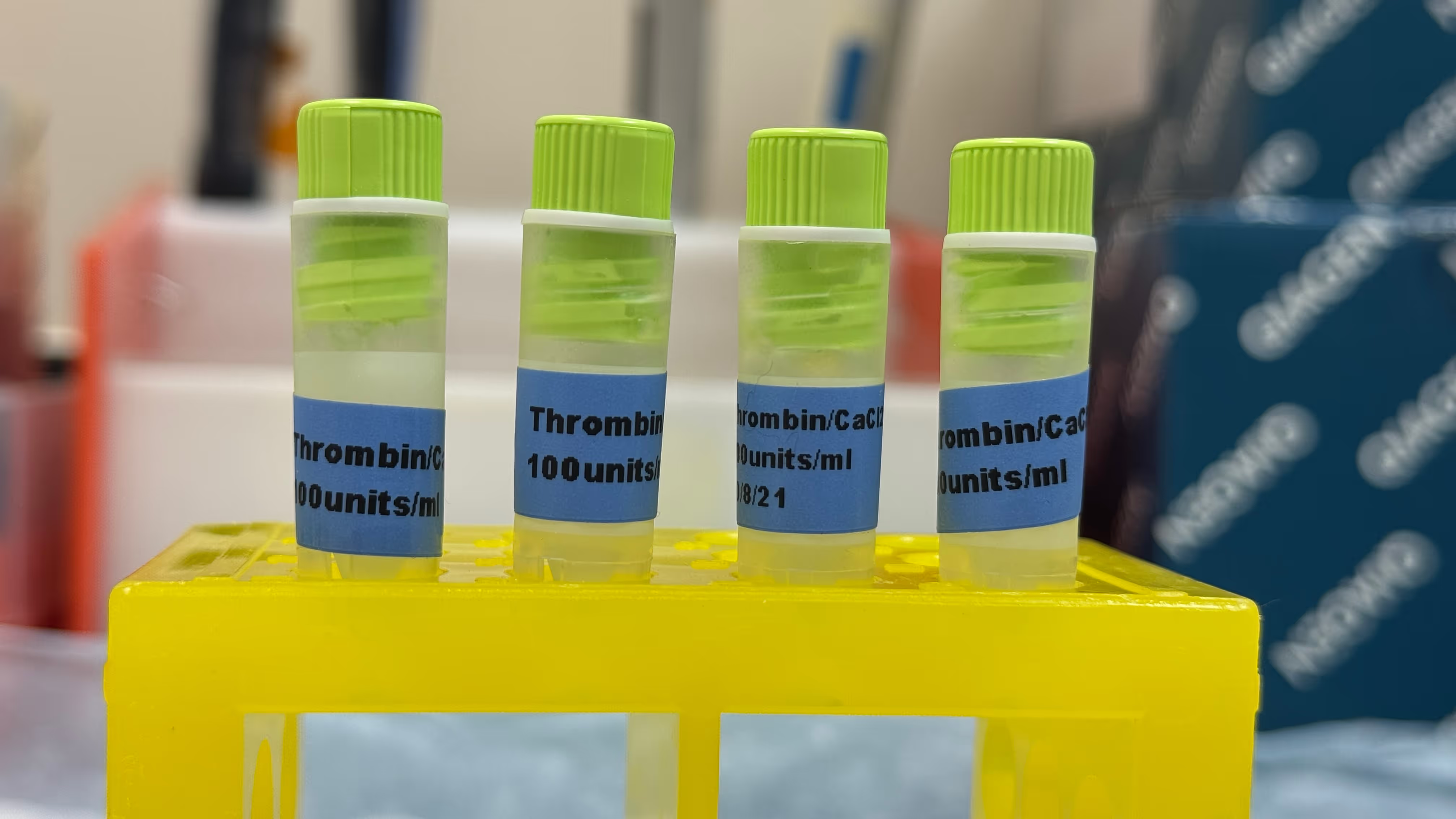
Kits with buffers, enzymes, tubes, and labels.
Kits with PCR reagents, antibodies, slides, pipettes, tips and return labels.

Kits with DNA/RNA extraction tools, transport media, instructions and return labels.

Kits with slide boxes, labeled cases, staining solutions, forms and instructions
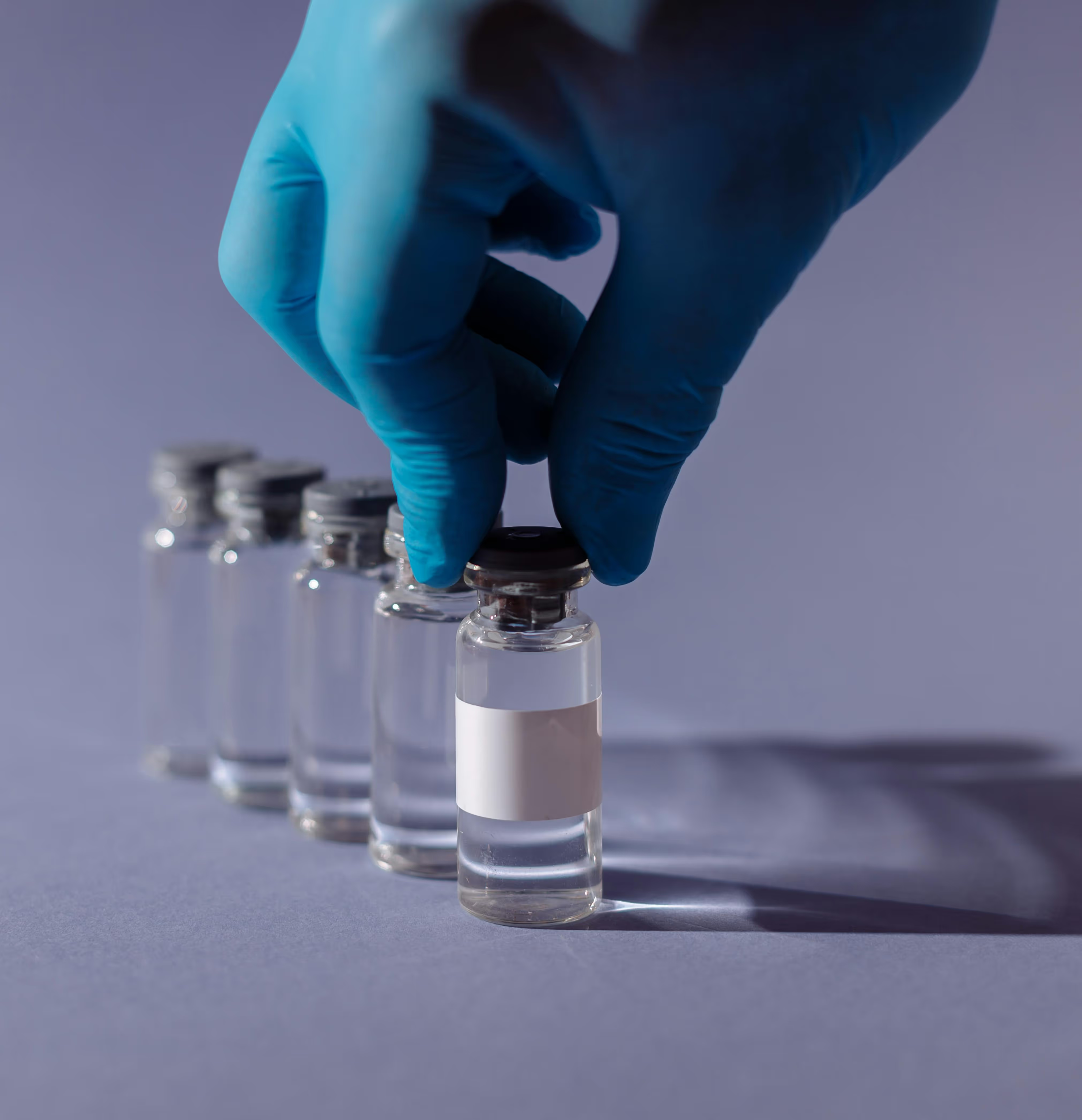
Kits with investigational product vials, dosing tools, chain-of-custody forms, instrctions etc.
.svg)
We consult with your team to design kits fully tailored to your protocol or SOPs, with sterile or non-sterile options.
Products are received, inspected, and logged into our secure system with full chain-of-custody documentation.
Kits and individual components can be labeled with sponsor-defined barcodes or blind codes fully tracked in our CFR part 11 compliant custom inventory management system shared with you.
Every kit includes instructions for use (IFUs), chain-of-custody forms, return labels and regulatory inserts alomg with other requested forms.
Real-time inventory tracking, expiration management, and batch control for all kit parts and periodic updates to clients.
Random QC checks are performed at every step to ensure kit accuracy and integrity and also before shipping to end users.
Kits can be stored at dedicated controlled temperatures (RT to -196°C) and shipped globally with full logistics support.
Streamlined re-supply options for long-term studies or recurring R&D operations
We support domestic and international kit distribution, including:
Your kits arrive exactly where and how you need them — on time and protocol ready.
.svg)
Partner with KamTek to design, assemble, and deliver custom kits with unmatched precision and compliance. From clinical trial support to complex research workflows, we make your operations smoother — one kit at a time.
